
COSMETICS
& HYGIENE
An Eastern European biotech company, supported by the European Union, set out to develop innovative biocarriers to efficiently transport high value cosmetic ingredients using fermentation on Boccard’s bioreactor line. The program follows a multi-route, ingredient first mindset: from biosurfactant and biopolymer inputs to biocarriers that encapsulate actives and enable controlled release on the skin. Discover how Boccard supported this company in fulfilling their objectives!
What are biocarriers and what are the uses of biocarriers?
Biocarriers are delivery systems: tiny particles or encapsulation matrices that transport, protect and release cosmetic actives more effectively. In practice, a biosurfactant stabilised structure (such as vesicles or a nanoemulsion) is often coated or structured by a biopolymer shell and can be used to include a hydrophobic (water-repelling) core for lipophilic (fat-loving) actives. The outcome is improved stability, penetration and performance with controlled release.
How are biocarriers produced and what is the role of fermentation in biocarrier production?
A biocarrier is composed of multiple components:
- As a first step, biosurfactants are obtained by fermentation. These are microbially produced amphiphiles (compounds with hydrophilic and lipophilic properties) such as sophorolipids, rhamnolipids or lipopeptides. They help droplets/vesicles form and stay stable and are ideal for encapsulation and “cleaner” cosmetic formulations.
- At the same time, a biopolymer can be chosen to provide a shell or hydrogel network that improves stability, skin feel and release control of the active in the finished cosmetic product. A variety of biopolymers can be chosen to form the matrix of the biocarrier: chitosan, alginate and hyaluronic acid being common examples.
- Together, these elements go through hydrophobic fraction, forming smaller droplets that enable loading of poorly water‑soluble actives such as retinoids, botanical oils or certain vitamins. The resulting droplets are called biocarriers that can be tuned for encapsulation efficiency and controlled release.
How did Boccard support the company in producing biocarriers for cosmetics?
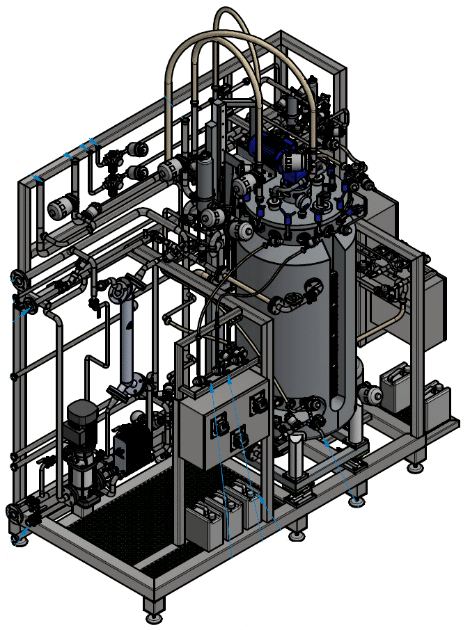
Boccard delivered two turnkey 300 L pilot skids built around stainless-steel bioreactors, complete with control cabinets, gas filtration/feeding, dosing and process piping, fully engineered as plug and connect for site utilities (steam, gases, water and CIP/SIP). The skids were used for R&D campaigns with biocarriers, supporting both molecule production (cosmetic actives) and, when relevant, biomass increase while derisking scale up.
What are the important factors in fermentation and biocarrier production?
Whether the output is biomass or molecules, fermentation succeeds at scale up only with tight control of a few critical levers:
- Aeration & oxygen transfer: Match OTR to metabolic demand, avoid oxygen limitation
- Mixing & homogenization: Remove gradients and dead zones while managing shear
- Thermal regulation: Maintain responsive, accurate temperature control for sensitive strains
- Sterility & hygienic design: Repeatable CIP/SIP regimes and aseptic integrity
- Traceability & recipe management: Capture what changed, when and why across batches
How are Boccard’s bioreactors used in this precision fermentation case?
The 2×300 L pilot lines provided an integrated path: fermentation (to supply biosurfactant inputs), carrier assembly (biosurfactant, biopolymer andhydrophobic fraction), encapsulation of the cosmetic active and release tuning, then translation into a prototype cosmetic and validation under operational conditions.
The outcome is a reproducible, traceable pilot environment where recipes are tested, scale up windows are defined, and industrialisation risk is reduced before committing to larger volumes.
What bioreactors does Boccard offer for fermentation and biocarrier production?
The same pillars are standard in TEKINBIO™, Boccard’s bioreactor designed for fermentation and scale up, ready for precision fermentation use cases when needed. TEKINBIO™ is equipped with Track Advance providing real-time monitoring, recipe management, and lot to lot comparison for repeatable outcomes.
TEKINBIO™ integrates:
- Optimized aeration: sparger geometry, headspace pressure, O₂ transfer
- Engineered mixing: CFD validated homogenization and shear control
- Precise thermal control
- Hygienic design with CIP/SIP
- Track Advance for recipes, batch comparison and compliance support
Learn more about our solutions for
fermentation and Cosmetics & Hygiene?
Key points
2 × pilot skids with 300 L bioreactors, control cabinets, gas handling/filtration, dosing units, and process piping, pre engineered for utility tie ins (steam, gases, water, CIP/SIP)
Fermentation enabled delivery: biosurfactant + biopolymer + hydrophobic fractions assembled into biocarriers for encapsulation and controlled release of cosmetic actives
Biocarriers used as immobilization supports to improve process stability, enable semi continuous operation, and facilitate separation
Critical control parameters we engineered and TEKINBIO™ systematises: aeration, mixing, temperature, sterility, traceability
scope of work, EQUIPMENT AND SERVICES SUPPLIED
- Engineering & prefabrication: Design and fabrication of two pilot skids around 300 L bioreactors, with integrated instrumentation, gas handling, dosing, piping, and control cabinets, built for modularity and ease of installation.
- Utilities & hygienic design: Preparation for CIP/SIP, steam, gases, and process water connections; hygienic layout for asepsis and repeatability across runs.
- Process enablement (with/without biocarriers): Support for pilot campaigns on biotransformation recipes, with configurable substrates and operating windows (OTR, agitation, temperature) and documentation to enable robust batch comparisons.
- Path to industrialization with TEKINBIO™ and Track Advance: Transferring pilot learnings into TEKINBIO™, Boccard’s precision‑fermentation bioreactor, paired with Track Advance for real‑time monitoring, recipe governance, lot‑to‑lot analytics, and regulatory traceability, a proven bridge from pilot to industrial.